


产品详情
热浸镀锌高速脉冲烧嘴炉窑的控制柜是整个炉窑运行的控制核心,控制页面则是人机交互的关键窗口,二者协同实现炉窑温度、燃烧等关键工况的精准把控与安全运行,以下是具体介绍:
1.控制柜
该控制柜集成了电气控制、安全保护、信号处理等多种核心模块,常以PLC为控制核心,搭配各类控制器、阀门执行器等部件,保障高速脉冲烧嘴及炉窑稳定运转。具体构成和功能如下:
核心部件 | 作用 |
PLC控制器 | 作为核心中枢,接收温度传感器、压力开关等设备的信号,经PID计算后输出指令,控制烧嘴脉冲频率、燃气与空气配比等,同时协调各模块联动,比如实现点火、升温、保温等流程的自动化控制。 |
燃烧控制模块 | 配备德国霍科德等品牌的智能燃烧控制器与高压点火器,每个烧嘴对应独立的电磁阀控制支路,可完成自动点火、大小火切换、熄火自动切断燃气等操作。 |
温度控制单元 | 连接炉体和锌锅的K型热电偶等温度检测元件,通过温控仪实现炉温与锌温双控,控温精度可达±5℃。当温度偏离设定值时,及时发送信号调整烧嘴燃烧状态,避免锌锅因温差过大被腐蚀。 |
安全保护组件 | 集成燃气高低压检测开关、火焰监测装置和燃气泄漏检测模块。若燃气压力异常、未检测到火焰或发生燃气泄漏,会立即触发安全切断阀关闭燃气总管,并联动报警系统动作;同时包含断电保护模块,停电时自动切断燃气阀,防止燃气泄漏。 |
动力控制模块 | 连接助燃风机、排烟风机的变频控制器,可根据燃烧需求自动调节风机转速,稳定风压和炉压,既保障燃烧充分,又实现节能降耗,比如助燃风机通过变频调节适配不同烧嘴的空气需求量。 |
2.控制页面
控制页面以触摸屏为载体,部分搭配上位机工控界面,布局清晰且操作便捷,能直观呈现炉窑状态并支持参数调控,主要分为以下功能区域:
功能区域 | 具体功能 |
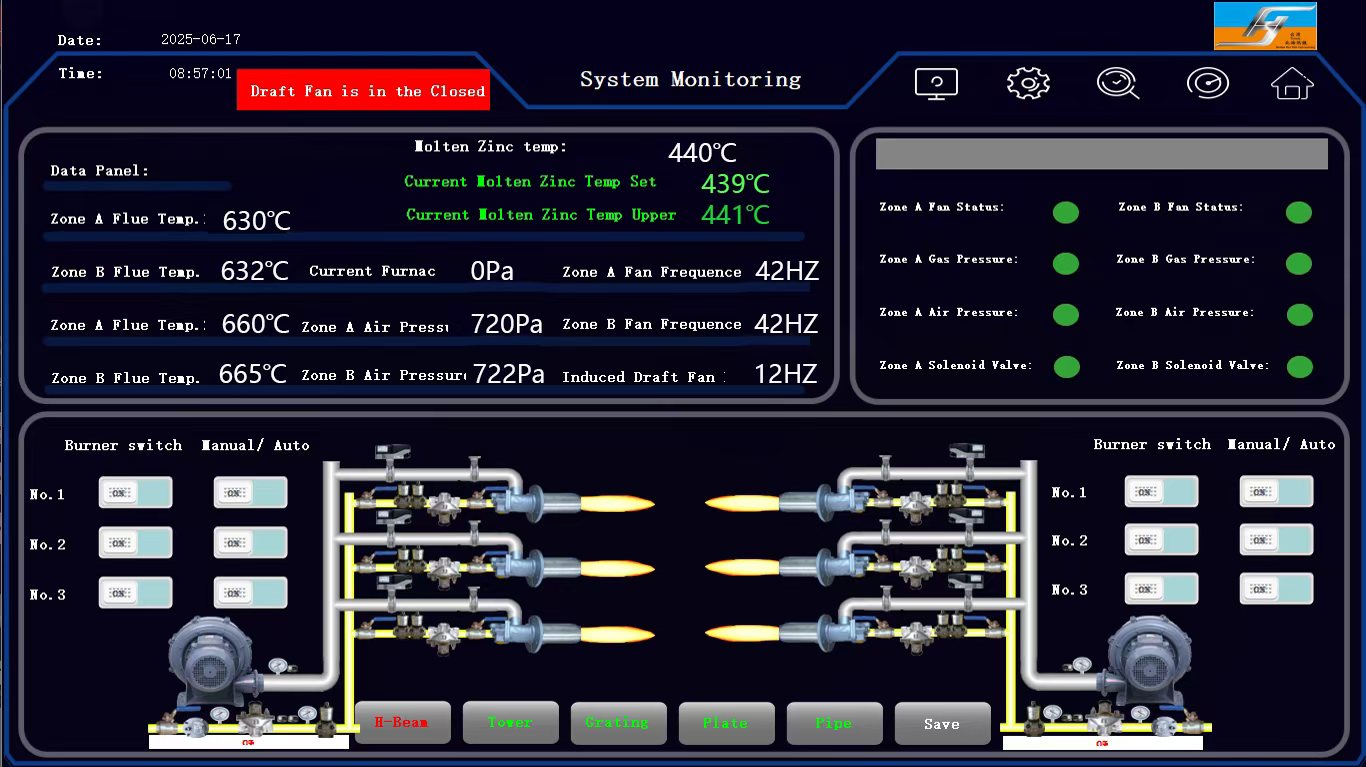
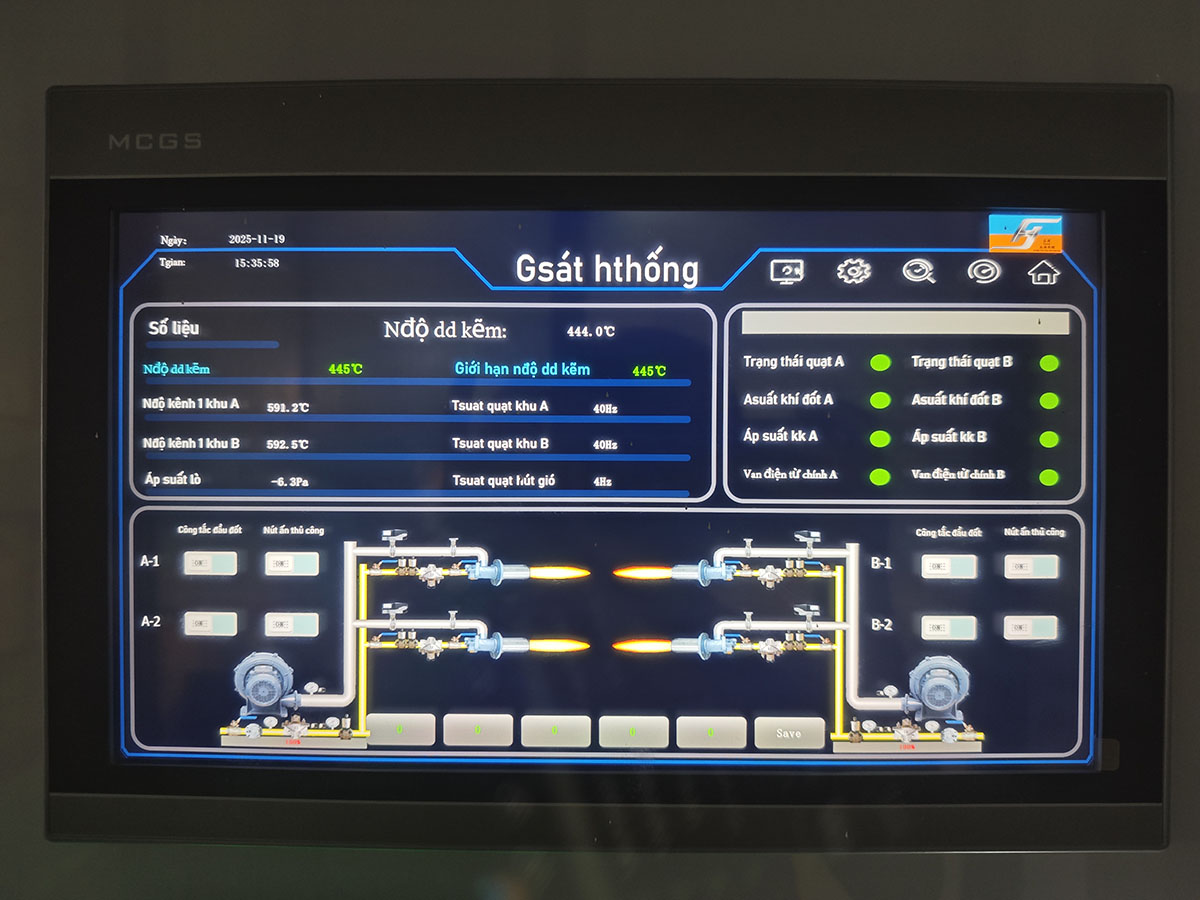
实时数据监控 | 集中显示关键运行参数,包括炉膛通道温度、锌液温度、燃气压力、空气压力等数值;同时标注各高速脉冲烧嘴的工作状态,如大火、小火等,以及风机、电磁阀等设备的运行参数,方便操作人员实时掌握工况。 |
参数设定 | 可输入并修改工艺参数,比如设定锌液目标温度、炉温上下限阈值、烧嘴脉冲燃烧频率等;还能适配不同镀锌产品对温度和燃烧效率的需求。 |
流程控制 | 提供自动化与手动操作按钮,自动化模式下可一键启动炉窑吹扫、点火、升温、保温等完整流程;手动模式可单独控制单个烧嘴启停、风机转速调节等,多用于设备调试或紧急工况处理。 |
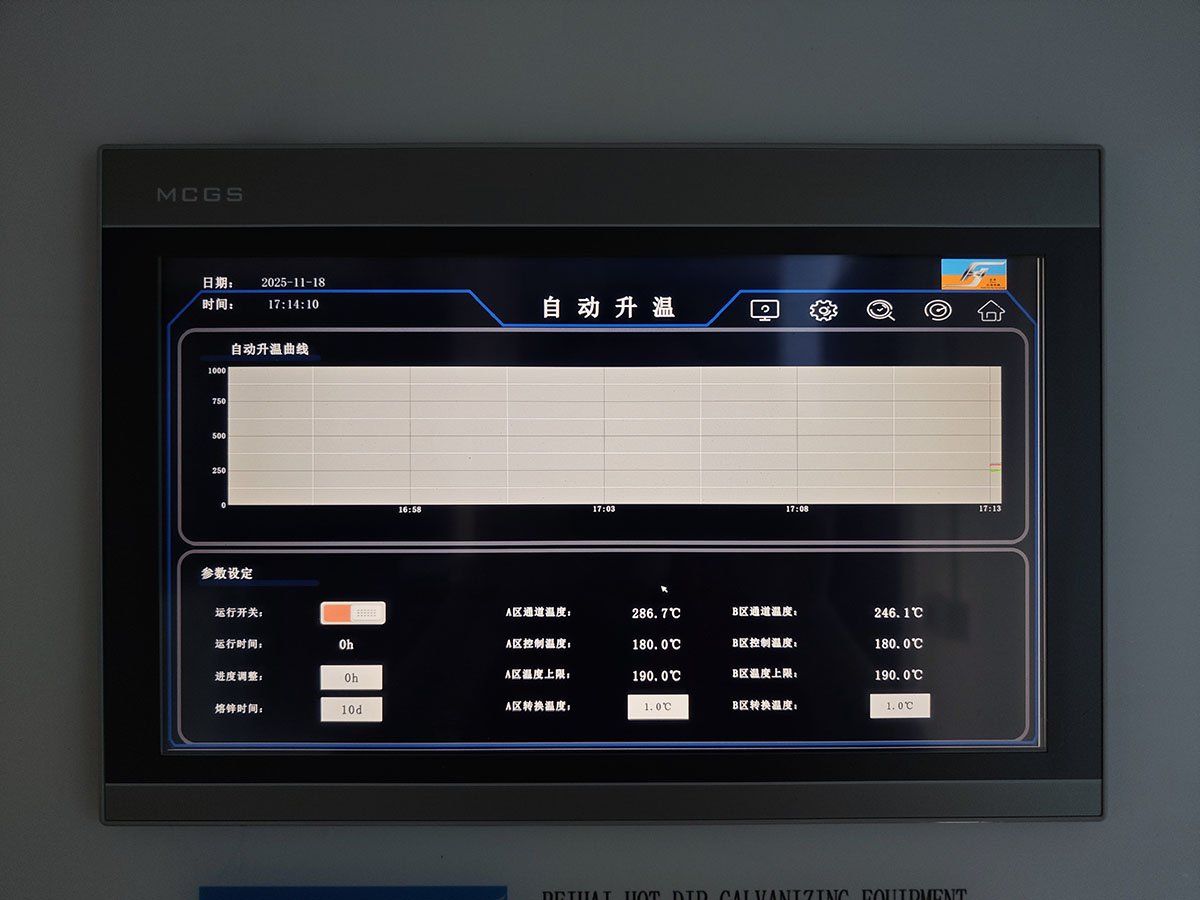
自动升温曲线 | 为平衡效率与安全,设定时遵循三大原则,确保曲线科学合理: 1. 阶梯升温原则:按锌的状态变化(固态→半熔融→全熔融→恒温)划分阶段,每个阶段采用不同升温速率,避免“一刀切”式匀速升温导致的局部温差过大。 2. 热负荷适配原则:低温阶段锌锭吸热慢,需控制热负荷在额定功率的30%-50%;接近熔点时热需求激增,可提升至70%-90%;全熔融后降至20%-30%维持恒温,实现“按需供能”。 3. 安全冗余原则:在锌锅临界温度(如450℃)以下设定目标温度上限,同时在曲线中加入“温度滞环”逻辑(如设定440℃时触发降温,420℃时恢复升温),避免超温风险。 相比传统人工频繁巡检、手动调节烧嘴的模式,自动化系统将化锌效率提升30%以上,确保升温速率既能满足生产效率,又能避免锌锅局部过热产生应力损伤。 |
故障报警 | 当出现燃气泄漏、锌液泄露、漏水、超温、风机故障等问题时,会以声光报警形式提醒。 |
其它参数设定 | 自动复位开关、自动保温开关、风机停止频率、保温温度等这些数据的设定既能用于追溯镀锌工艺质量,也能为设备维护提供依据。 |