







产品详情
一、热镀锌炉窑天然气燃烧系统工作机制
天然气燃烧系统是热镀锌炉窑的 “动力核心”,负责将天然气的化学能转化为热能,为预热、镀锌阶段提供稳定热源。其工作流程围绕 “安全、高效、精准” 三大原则,可拆解为气体混合、点火监测、燃烧调节、安全防护四个关键环节。
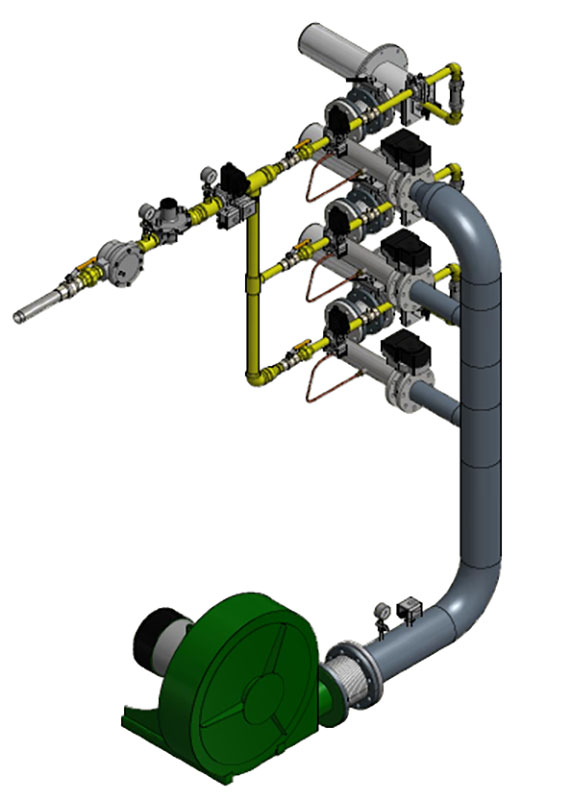
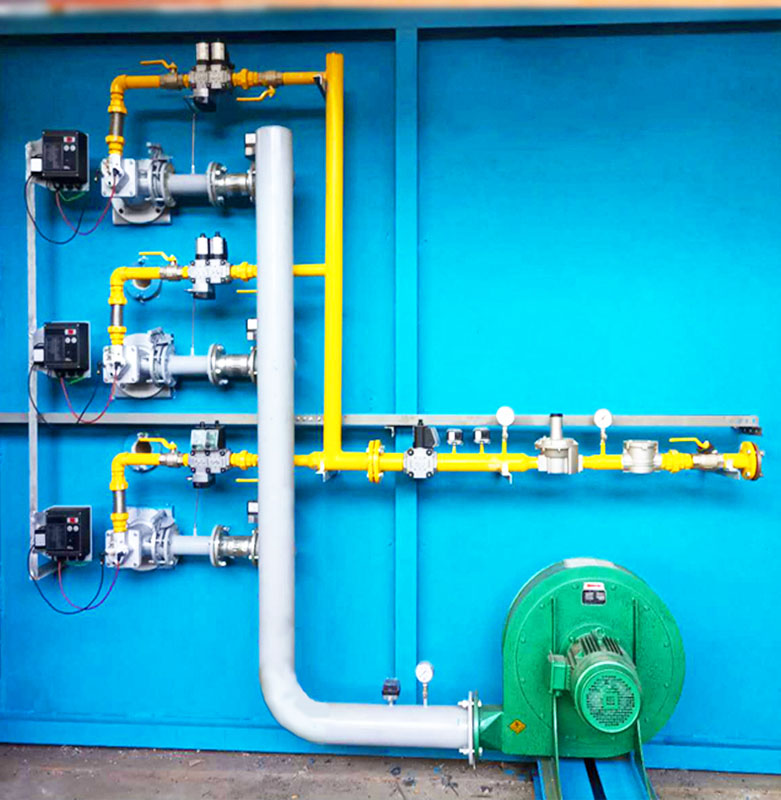
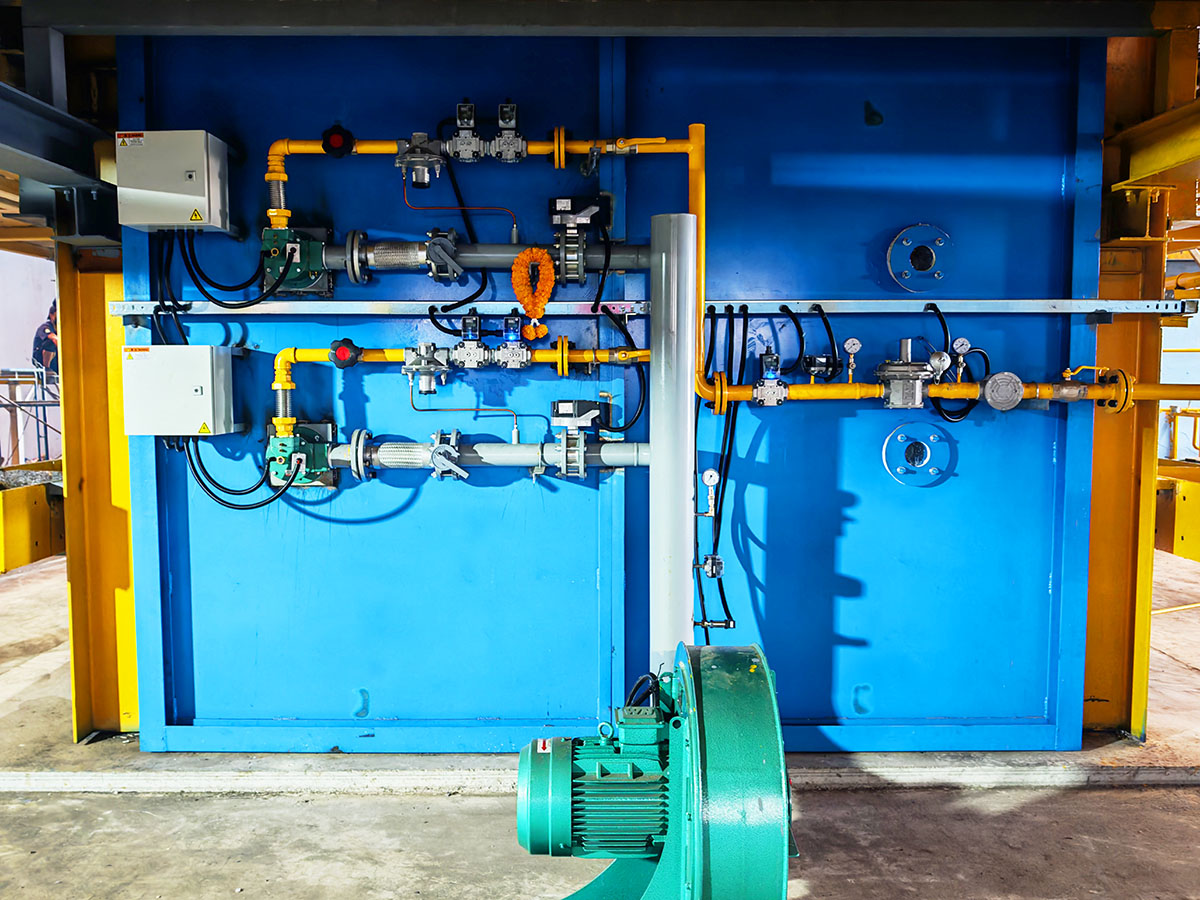
二、系统核心组成
部件名称 | 核心功能 |
天然气烧嘴 | 采用霍尼韦尔旗下霍科德或者天时烧嘴,控制天然气流量,将天然气以特定流速(170M/秒以上)、雾化状态喷出,为混合做准备 |
助燃风机 | 提供足量空气(助燃剂),并调节风速,控制空气与天然气的混合比例 |
点火器 | 产生高压电火花(电压通常 10-15kV),点燃天然气与空气的混合气体 |
火焰检测器 | 采用紫外线传感器或离子探针,实时监测火焰是否持续燃烧,避免燃气泄漏 |
燃气调节阀 | 受温控系统控制,调节天然气供应量,进而控制燃烧热量输出 |
空气调节阀 | 与燃气调节阀联动,同步调节空气供应量,保障空燃比稳定 |
安全切断阀 | 紧急情况下(如火焰熄灭、燃气泄漏)快速关闭天然气主管道,切断气源 |
三、四环节闭环运作
遵循“混合→点火→调节→防护” 的闭环流程,具体步骤如下:
环节 1:气体混合 —— 保障燃烧充分(空燃比精准控制)
燃烧前需将天然气与空气按最佳比例混合(理论空燃比约 10:1,即 1 体积天然气需 10 体积空气),这是避免不完全燃烧(产生 CO)、减少 NOx 排放、提升热效率的关键:
1.空气供给:助燃风机启动,根据炉窑当前所需热量(由温控系统反馈),通过空气调节阀控制风量,将空气送入燃烧器的混合腔;
2.天然气供给:天然气从管道进入系统,经燃气过滤器去除杂质后,由燃气调节阀控制流量,送入混合腔与空气交汇;
3.动态混合:混合腔内设有导流叶片,空气与天然气在气流冲击下充分搅拌,形成均匀的可燃混合气,随后流向燃烧器喷嘴。
环节 2:点火监测 —— 确保安全启动
混合气准备就绪后,系统进入点火阶段,核心是 “成功点火 + 实时监测”,避免未点燃的燃气积聚引发爆炸:
1.预吹扫(安全前置):点火前助燃风机先单独运行 30-60 秒,对燃烧腔、炉膛进行预吹扫,排出残留的燃气或可燃气体,降低点火风险;
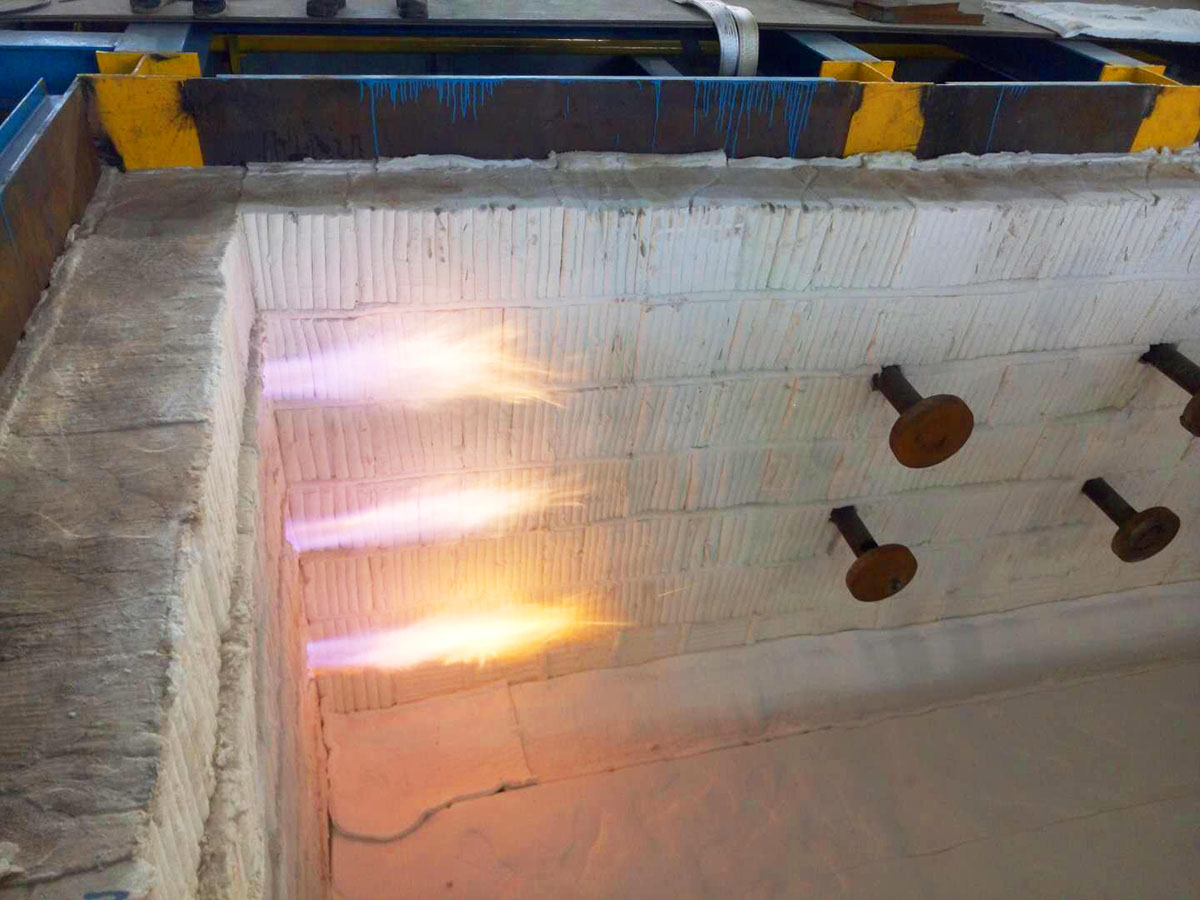
2.高压点火:预吹扫完成后,点火器通电,产生高压电火花(持续时间 2-3 秒),同时燃气调节阀打开,混合气接触电火花后点燃,形成稳定火焰;
3.火焰确认:火焰检测器立即启动,通过检测火焰中的紫外线(天然气燃烧火焰含特定波长紫外线)确认火焰已点燃;若 10 秒内未检测到火焰,系统自动关闭燃气调节阀,触发 “点火失败” 报警,并重新进入预吹扫流程(防止未燃燃气残留)。
环节 3:燃烧调节 —— 匹配热量需求(与温控系统联动)
点火成功后,燃烧系统需根据炉窑的温度变化,实时调节燃烧强度,保障炉膛或锌锅温度稳定在设定值,这一过程与温控系统深度联动:
1.温度反馈:炉膛内的热电偶(温度传感器)实时采集温度数据,传输至 PLC 控制器;
2.偏差判断:PLC 将实际温度与设定温度(如预热 250℃、镀锌 460℃)对比,计算温差:
◦ 若实际温度<设定温度:判定 “需增温”,发送信号给燃气调节阀和空气调节阀,同步开大阀门,增加天然气与空气供应量,提升燃烧热量输出;
◦ 若实际温度>设定温度:判定 “需降温”,同步关小阀门,减少供应量,降低热量输出;
3.动态平衡:调节过程中,系统始终保持空燃比稳定(通过阀门联动机制),避免因单一调节燃气或空气导致燃烧不充分,确保热效率和环保指标达标。
环节 4:安全防护 —— 全流程风险管控
燃烧过程中,系统通过多重防护机制应对突发状况,保障设备和人员安全:
1.火焰丢失防护:若运行中火焰意外熄灭(如燃气压力骤降、风机故障),火焰检测器在 1-2 秒内检测到 “无火焰信号”,立即发送指令关闭安全切断阀和燃气调节阀,切断气源,同时触发声光报警,提示操作人员排查故障;
2.超压防护:燃气管道上安装压力传感器,若天然气压力超过设定值(通常 0.15MPa)或低于最小值(通常 0.02MPa),系统自动关闭安全切断阀,避免压力过高导致管道泄漏,或压力过低导致燃烧不稳定;
3.超温防护:若温控系统失效导致炉膛温度远超设定值(如镀锌炉温度超过 500℃),除温控系统触发报警外,燃烧系统同步关闭燃气供应,强制停止燃烧,防止锌锅过热变形或工件损坏。
三、炉窑模式:适配产能与效率需求
基于炉型的产能、能耗需求不同,燃烧系统在 “燃烧模式”“热量回收” 上存在差异,核心是平衡 “效率” 与 “成本”:
1. 间歇模式:脉冲燃烧模式(适配小批量生产)
• 核心特点:因间歇式炉窑需 “批量加热→保温→停炉”,燃烧系统采用 “脉冲式” 运作,而非持续燃烧;
• 具体运作:
◦ 升温阶段:燃气、空气阀门全开,高强度燃烧,快速将炉膛温度升至设定值;
◦ 保温阶段:温度达标后,燃气调节阀关闭,燃烧暂停;待温度下降 2-3℃后,阀门重新打开,短暂燃烧补热,如此循环(脉冲周期通常 1-3 分钟);
2. 连续模式:持续燃烧模式(适配中批量生产)
• 核心特点:连续式炉窑需 24 小时稳定供热(工件连续流转),燃烧系统保持持续燃烧,通过 “微调” 而非 “启停” 控制温度;
• 具体运作:
◦ 正常运行时,燃气、空气阀门保持一定开度,持续输出热量;
◦ 温控系统根据工件流量、炉膛温度波动,微调阀门开度(调节幅度 5-10%),确保温度稳定在 ±3℃内;
四、关键性能指标与优化方向
衡量天然气燃烧系统性能的核心指标,及实际应用中的优化重点:
1.燃烧效率:目标≥95%(即天然气几乎完全燃烧),优化方式:定期校准空燃比、清理喷嘴杂质(避免气流不均);
2.NOx 排放量:间歇式≤100mg/m³,连续式≤80mg/m³,优化方式:采用低氮燃烧器(通过分级燃烧、烟气再循环降低 NOx 生成);
3.响应速度:温控系统发出调节指令后,燃烧系统需在 5-10 秒内完成阀门调节,优化方式:选用电动调节阀(而非气动阀),提升调节灵敏度;
4.可靠性:故障停机率需≤1%/年,优化方式:定期检查火焰检测器、安全切断阀,确保紧急情况下能快速响应。
综上,天然气燃烧系统的工作本质是 “精准控制燃气与空气的混合、燃烧过程”,同时结合炉型特点适配不同燃烧模式,兼顾 “热量需求、环保要求、安全保障” 三大目标,是热镀锌炉窑稳定运行的核心动力来源。